
逆变多头MAG刀坯自动焊专机
- 2016-03-24 14:57:00
- 作者:上海金通电子 张铁 童本兴 杨军 原创
- 9312
工业刀片是各类剪切机不可缺少的主要工作部件和磨损件,其毛坯由低碳钢刀身(原用切削加工成形)和工具钢刀头两部分热锻合而成。过去由于燃油炉高温加热过程材料表面氧化严重,易引起刀头与刀体间锻合不良。后改用MAG焊接方法预先将主、副刀体和刀头材料沿结合缝焊合,形成气密连接后再进行热锻,是一种学习国外的优质低耗先进工艺方法。其中比较关键的一部分是焊接设备和焊接工艺的选择。
2.焊接方法和工艺
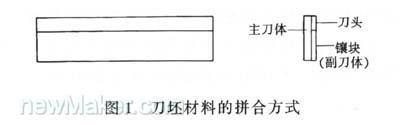
新工艺刀坯采用全组合式拼装,主、副刀体(低碳钢)和刀头(工具钢)呈倒“品”字型拼合,在其外表面形成3条纵焊缝(分布于上、左、右3面),两横端面各有T形短焊缝,见图1(刀体采用两块低碳钢板拼制可以节约大量钢材和加工工时)。毛坯长度大约1~1.5m,宽度0.2 ~0.3m,总厚度约50~60mm。
用户设计先用半自动MAG方法手工完成横断面4条短焊缝的焊接,焊接工作量大的3条纵焊缝则采用3头自动MAG专用焊机一次焊成,后者是本文主要描述的问题。
焊接接头不开坡口(主刀体往往带圆角),单道焊缝,不摆动焊枪。选用固定式龙门架安装3套枪架及送丝机构、焊丝盘,配合辊道式传送台架和上、下工件装置,形成专用焊接工位。传动电动机采用调速控制,要求焊接线速度在0.3~0.8m/min范围可调且稳定。
选用φ1.2mm的镀铜实心低碳钢焊丝以获取较大熔深。规范选择主要考虑以获取较大的熔深和适当截面的金属堆积为目标。根据《焊接手册》,可考虑的焊接电流范围是220~250 A,因此选用额定电流350~400A的MAG焊机是合适的。保护气体用CO2或混合气(Ar+CO2) ,由试焊决定。
3.MAG自动焊专机
(1)焊机选用 要求配合MAG自动焊的焊机,要引弧快速可靠,收弧自动除小球,输出电压稳定,送丝稳定,可靠性好,能连续工作,控制重复性好和焊接飞溅小。在现有的抽头式、晶闸管、IGBT逆变式三类焊机中,只有后者最能全面满足上述要求。
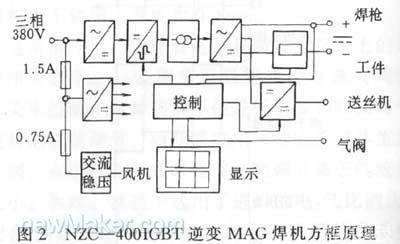
结合系统需求和本单位研发制造能力,我们选择NZC—400IGBT分体式MAG/CO2焊机作为专用配套焊机(见图2)。该机具有多折线形平外特性、独特的电子电抗器和慢送丝引弧、衰减式除小球收弧控制功能,具有极佳的动特性,特别适合在喷射过渡状态下运用。另外,采用场效应管高频斩波式电动机驱动线路,对送丝电动机提供较硬的特性和快速响应能力,使得送丝平稳有力。IGBT逆变器主回路采用经过大批量生产考验的设计与用料方案,能够长时间连续运行,可靠性很好。

采用一套PLC控制系统对3台NZC—400IGBT焊机和传动机构的动作进行联合控制。控制方式有配合位置传感器的全自动连 续方式和手控-半自动工作方式,后者供设备调试或小批量生产时用。
控制系统能够集群控制,也能各别控制焊机的动作,以进行焊接或测试,能够识别焊机动作故障;但受投资限制,不能提供明了的人-机对话。焊接电弧电压、焊接电流(送丝速度)可分别由各台NZC—400IGBT逆变焊机设置和调节。
4.焊接工艺试验
(1)3个焊接位置中,有一个平焊位置、两个横焊位置,采用的规范参数按后者统一。按照焊缝熔合好、飞溅小(对连续自动焊接有利)这两个最基本的目标,对焊接电流、电弧电压、焊接线速度、分段焊接方法、活性气体成分等多种因素进行了大量对比试验,最后获得了较合适的焊接工艺参数和满意的焊接质量。其中值得一提的有防止焊缝开裂和减低焊接飞溅量两 项。
(2)由于纵向焊缝较长,输入总热量较大,工件受热不均匀导致剪切变形,残留应力较大。通常的解决方法有降低焊接热输入、工件预热、分段焊接等几种。技术经济分析和试验表明,还是以分段焊接较好,能够消除焊缝开裂现象。
(3)所选焊接规范属于临界范围,在CO2气氛中易发生非轴向混合过渡,飞溅多且颗粒较大,容易引起喷嘴堵塞,且焊缝外观较差。为此,我们将气体由CO2改成富氩混合气(含85%Ar,CO2余量)后,熔滴过渡趋向喷射过渡型,飞溅量明显降低,焊枪喷嘴被堵塞的机率大大下降,焊缝成形情况较好。
5.结语
本套设备交付用户使用已近5年,满足了刀坯新工艺生产线连续生产的需求,取得了良好的效果。经长期使用考验,除了在电动机长时间受阻(由于导电嘴堵丝引起)的超载状态下送丝机驱动单元偶有故障(已作改进)外,3台IGBT逆变NZC—400焊机总体表现上佳,系统运行良好。
生产实践证明,该型焊机和3头MAG自动焊专机确实达到了设计和使用要求。



相关文章
- [焊接技术] 点焊的特点与应用及其注意事项 2020-08-11




发表评论


社区新帖
- GBT 19867.4-2008 激光焊接工艺规程.pdf 2019-12-25
- GBT 2652-2008 焊缝及熔敷金属拉伸试验方法.pdf 2019-12-25
- GBT 16672-1996 焊缝-工作位置-倾角和转角的定义.pdf 2019-12-25
- GBT 16745-1997 金属覆盖层产品钎焊性的标准试验方法.pdf 2019-12-25
- GBT 17853-1999 不锈钢药芯焊丝.pdf 2019-12-25
- GBT 15169-1994 钢熔化焊手焊工资格考核方法.pdf 2019-12-25
- GBT 15579.5-2005 弧焊设备安全要求 第5部分 送丝装置.pdf 2019-12-25
- GBT 15579.7-2005 弧焊设备安全要求第7部分:焊炬(枪).pdf 2019-12-23
联系我们
| 联系人: | 韩玉琦 |
|---|---|
| 电话: | 0755-26013200/26013464 |
| 传真: | 0755-26013188 |
| Email: | saw@sawchina.cn |
| QQ: | 2280915288 |
| 微信: | 18682260315 |
| 旺旺: | szhbkj |
| 地址: | 东莞市凤岗镇东深路凤岗段206号天安深创谷W2栋诚信大厦21楼 |






